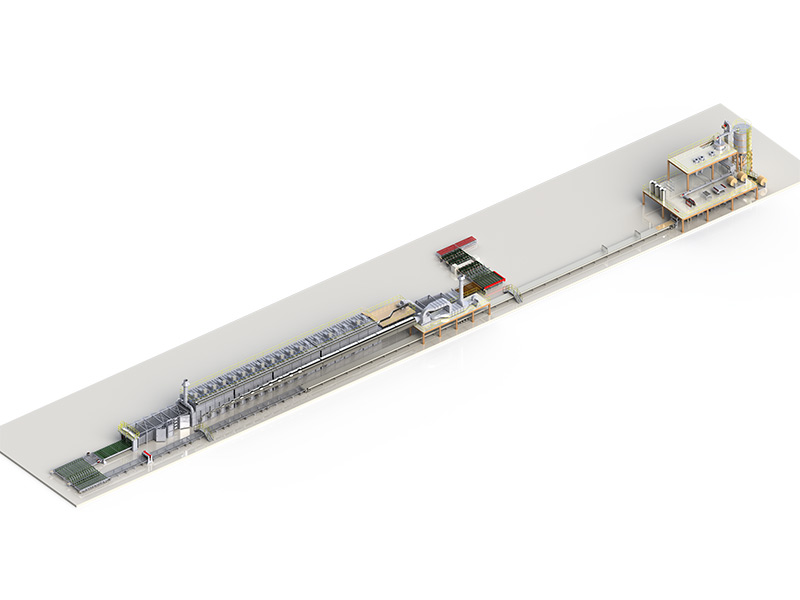
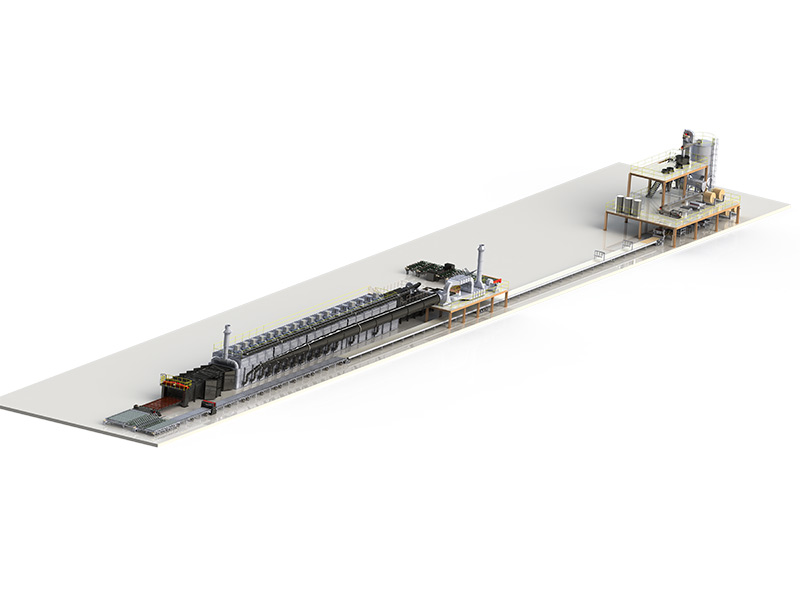
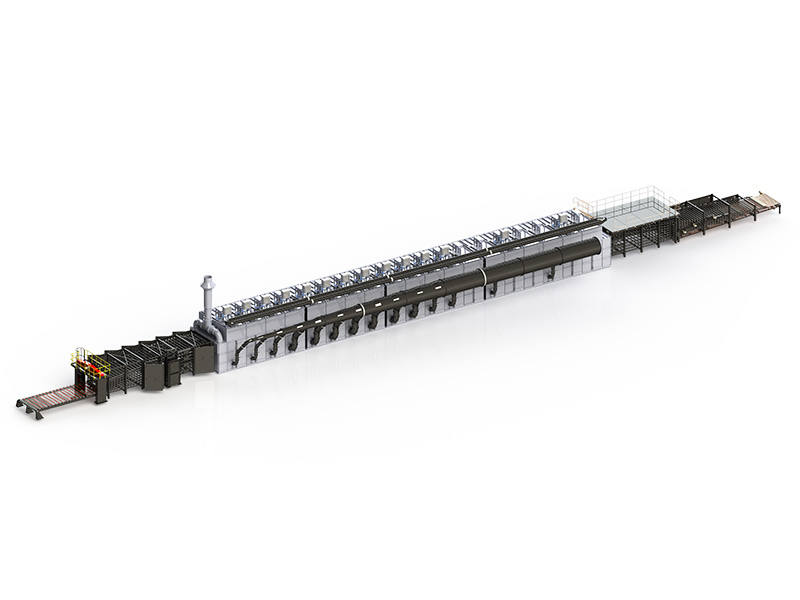
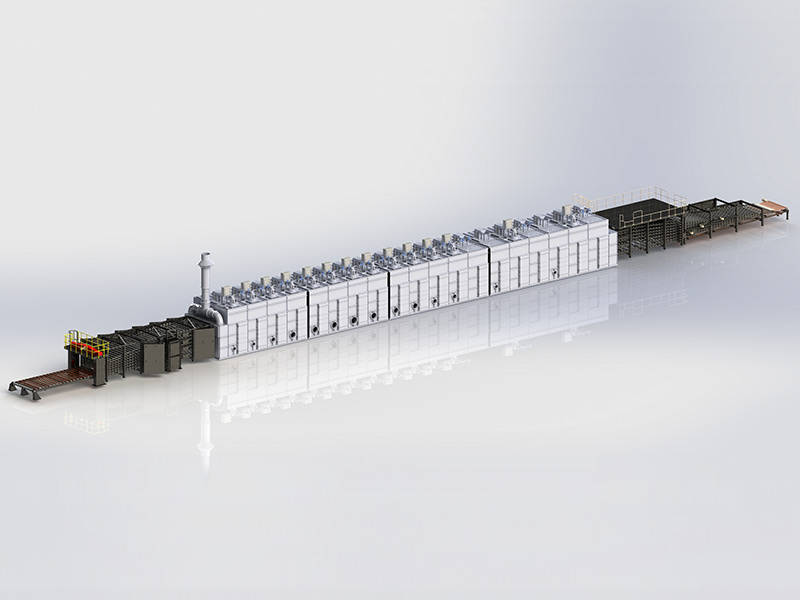
Гипсокартон: кальцинированный гипс смешивается с водой и вспомогательными добавками в смесителе (миксере), укладывается между двумя бумагами и формуется в соответствии с желаемой толщиной и шириной в формовочном прессе и поступает на замораживающую ленту (закаточную ленту) до достижения определенной твердости. После ленты замораживания (закаточной ленты) пластины разрезаются на нужные размеры ножом для резки, двигаясь по открытым роликам. Нарезанные пластины переворачиваются передаточными рычагами (поперечный конвейер) и попарно подаются на полы печи с помощью опрокидывающегося питателя (опрокидывающийся ленточный конвейер). В печи (сушилке) из пластин удаляется лишняя влага и происходит процесс сушки. Края пластин, выходящих из печи, обрезаются на обрезном станке и поступают на укладочный стол для укладки в штабель.
GYP MAC - производитель оборудования для производства гипса и гипсокартона.
Ниже перечислены агрегаты и машины:
- Блок сухой подготовки: в этом блоке гипс и химические слои взвешиваются/дозируются и передаются в смеситель для смешивания.
- Группа подготовки жидкости: жидкости, дозируемые в смесь в смесителе, предназначены для раздельной дозировки в смеситель.
- Подготовка бумаги (блок подготовки бумаги)
- Смеситель
- Пресс формы
- Морозильная лента (установочный ленточный конвейер)
- Ножницы (ножеточка)
- Печь (сушилка)
- Обрезной станок
- Штабелирующая машина
- Система сжатого воздуха (блок сжатого воздуха)
| ПРОИЗВОДИТЕЛЬНОСТЬ ГИПСОКАРТОННЫХ ЗАВОДОВ | ||||
| ПРОИЗВ-ТЬ | РАЗМЕРЫ | |||
| м2/ч | м2/год | Толщина мм |
Ширина мм |
Длина мм |
| 500 | 3.600.000 | |||
| 1.000 | 7.200.000 | 9.5 | 600 | 2000 |
| 1.500 | 10.800.000 | 12.5 | 900 | 2400 |
| 2.000 | 14.400.000 | 15.0 | 1000 | 2500 |
| 2.500 | 18.000.000 | 18.0 | 1200 | 3000 |
| 3.000 | 21.600.000 | 1220 | 3800 | |
* Мощность определена в соответствии с производством плит размером 12,5*1200*2500 мм
* При расчете годовой производительности учитывается, что завод будет работать 300 дней * 24 часа.